联系人:叶先生
全国热线:400-023-1962
网址:www.cqshenghua.com
生产地址:重庆市巴南区一品工业园
营销中心:重庆市九龙坡区陈家坪南华街510号
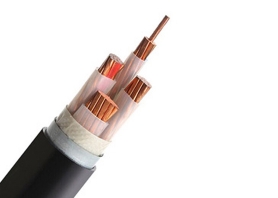
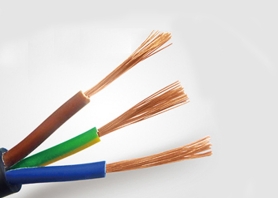
电缆规模生产后,同一批次产品除非因预扭设备或成型模具损坏,好不要再调整成型模具,如不得不调整,调整后股块必须取样测截面及手工成缆测外径及圆速度。正常生产过程中,股块如发生不符合工艺要求的变化,多与单丝张力有关,调整张力即可。而股块翻身的原因则比较复杂,单丝张力大小不一,并线模具磨损,成型模具松动,车速过快,旋转预扭损坏等都有可能造成股块翻身,要具体情况具体对待。
遇到电缆质量问题的时候,不要把它看得很复杂,先从员工的操作动作入手。在做动作的时候很多人的内心会产生很多念头,有这些念头都是人的习性所致,只要能够清除或控制这些习性,改善的效果就一定会好。框绞设备采用规模上棒,气动张力控制效果好,车速快,产能高,为绞线制造设备类首选。笼绞机虽然也能生产出合格的绞线股块产品,因不具备上述框绞设备的各种优点,故不建议采用此种设备制造绞线产品。以国产36级变速框绞机为例,实际股块调试生产过程中,先根据产品相关工艺文件及设备节距表优选出佳牵引变速及各段绞笼转速,各段绞笼变速必须留有变化的余地。
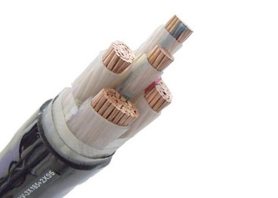
待生产出合格的紧压圆导体后,方可逐段依次添加股块成型模。整个股块压制调试成型过程中,所有单丝必须保持适当的张力,外层正压模具佳间隙应在0.5-0.8㎜之间,这样出来的股块成型效果好,成品股块扇宽必须严格控制在工艺范围内。施加旋转预扭节距后,实测各段绞体节距,并根据实测节距调整各段绞笼转速,保证各层节距在工艺范围内。如此,调试成功后的股块才能满足股块截面及手工成缆后的分割导体外径及圆整度要求。如取样实测股块截面偏大,为了节省原材料,可将一或二层绞体放大一个节距即可。
400-023-1962
售后电话:400-023-1962
网址:www.cqshenghua.com
营销中心:重庆市九龙坡区陈家坪南华街510号 生产地址:重庆市荣昌区板桥工业区
备案号:渝ICP备150023564号 技术支持:重庆卓光科技

 在线咨询
在线咨询